When storing liquids, gases and other media, metal tanks are susceptible to chemical corrosion and environmental factors, which can lead to tank damage, leakage and even safety accidents. In order to extend the service life of metal tanks, a variety of anti-corrosion treatment methods are required.With its composite structure of “high-strength base material + corrosion-resistant lining”, PTFE anti-corrosion lined tanks have become an ideal solution for storing corrosive media in the fields of chemical, environmental protection, and medicine.
So how do you bond the PTFE sheet to the metal tank? Here are some operating instructions for reference.
Preparation Steps
1.Tank Surface Treatment: The interior of the metal tank undergoes cold working to remove welding burrs, with structural edges rounded to R5 radius. This is followed by sandblasting to eliminate oxides and increase surface roughness.
2.PTFE Sheet Activation: PTFE sheets are subjected to sodium using a special agent, which enhances surface hydrophilicity and bonding capability by modifying the molecular structure.
Bonding Methods
Adhesive Bonding Process:
Apply two coats of specialized glue (e.g., Shimin hard glue)to both the sandblasted tank interior and sodium-treated PTFE surfaces.
After glue drying, heat the PTFE sheet and manually press it onto the tank surface using professional tools for complete adhesion.
Welding & Finishing
1.Edge Preparation: Joints between PTFE sheets are trimmed into V/Y-shaped grooves using utility knives to ensure welding accessibility.
2.PFA Welding: Perform two-layer welding with PFA welding rods using hot air equipment. First with round PFA tape, then with wider PFA strips for enhanced sealing.
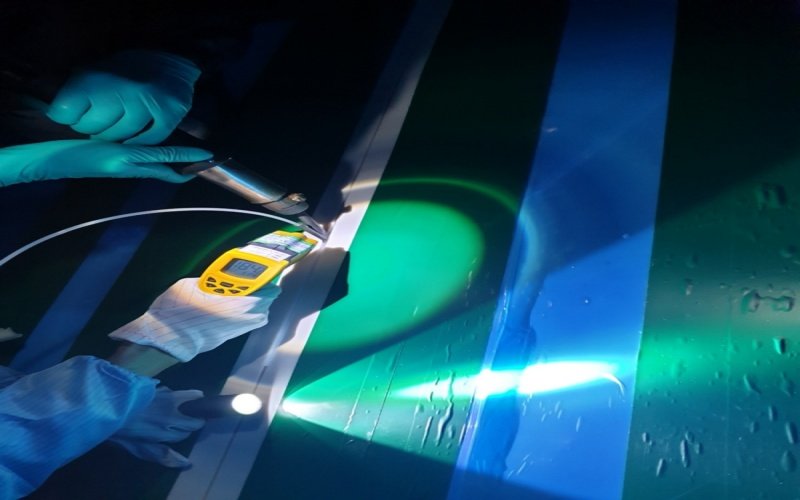
3.Quality Inspection: Conduct 15Kv spark testing across all welded areas to verify no leakage points exist.
Key Considerations
•Material Compatibility: Use only sodium-treated PTFE sheets and specialized adhesives (imported formulas recommended) for long-term bonding stability.
•Temperature Limits: PTFE maintains mechanical strength between -196°C to 260°C but avoid continuous use above 260°C to prevent creep.
•Application Scope: Ideal for chemical storage tanks handling acids, alkalis, and organic solvents, with on-site fabrication available for oversized equipment.
Tip: For optimal results, ensure strict environmental control during bonding—temperature 15-30°C, humidity <65%, and dust-free workspace. Post-installation, allow 24-hour curing before introducing media.
Things to note
Selection Basis: Choose steel-lined PTFE or fiberglass-lined PTFE based on the media type (concentration, temperature), pressure, and service life requirements. Products from reputable manufacturers are preferred.
Installation and Maintenance: During installation, ensure the substrate surface is treated (e.g., sandblasting for rust removal) and the adhesion of the PTFE lining is high. Regular spark testing (e.g., 15kV spark testing) is performed to detect potential leaks.